ואם התהליך נעשה בקר, תכונות הפח, בדרך כלל, טובות יותר (מבחינות רבות), לעומת אותו התהליך בחם.
חלק עשוי בחישול, עדיף על אותו החלק העשוי ביציקה (חוזק, גמישות, עמידות בהתעייפות ועוד)
חישול “קר” עדיף על חישול ב”חם”
המוטות שמהם אנחנו מייצרים חלקים בעיבוד שבבי הם מוטות משוכים או מעורגלים
ושוב, יש הבדל אם ב”קר” או ב”חם”
כמה שווה לכם עוד 10% בחוזק החלק שאתם מתכננים עכשיו?
אם ידעתם שיכולתם לדרוש את ייצור החלק מפח (פלטת) אלומיניום מעורגל בקר,
ולא ממוט משוך בחם, וכשאורך החלק דווקא לרוחב “הפח” המקורי ולא לאורך הפח,
אולי הייתם יכולים להישאר עם האלומיניום ולא לעבור לטיטניום (היקר יותר גם כגלם וגם בעיבוד)?
כמה ידע כזה או לפחות הידע שיתכן שאפשר לשפר את התכונה הרצויה בחומר שלכם… שווה לכם? לארגון שלכם?
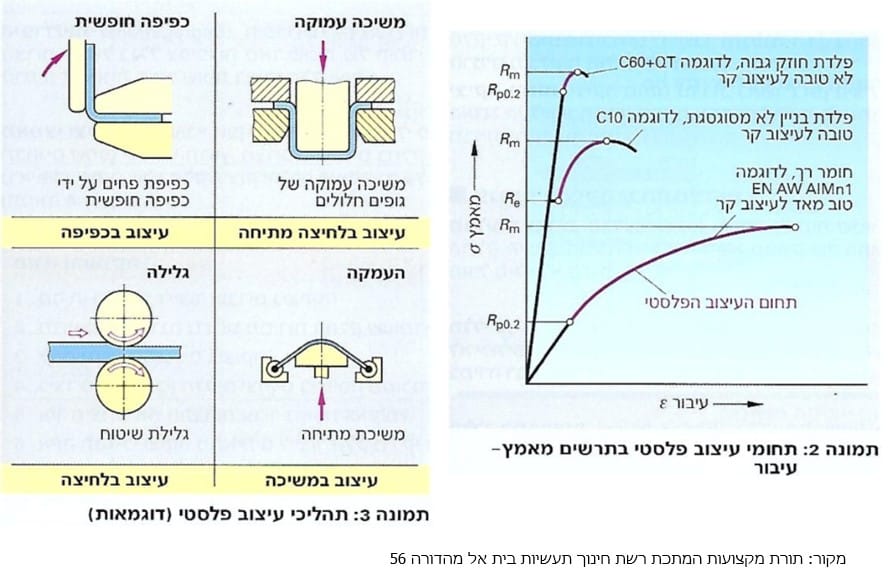
העיקרון הוא: עיבוד מתכות בדפורמציה (מעוות; עיבור; עיצוב פלסטי) משפר את התכונות המכניות של החומר
חשוב מאד להתעייפות
למשל: בורג שעוצב בערגול
עדיף על בורג שיוצר בעיבוד שבבי (חוזק והתעייפות)
בנוסף, ביצור המוני, התהליך בערגול מהיר וזול יותר
דוגמא נוספת הממחישה את חשיבות הכרת תהליך הייצור:
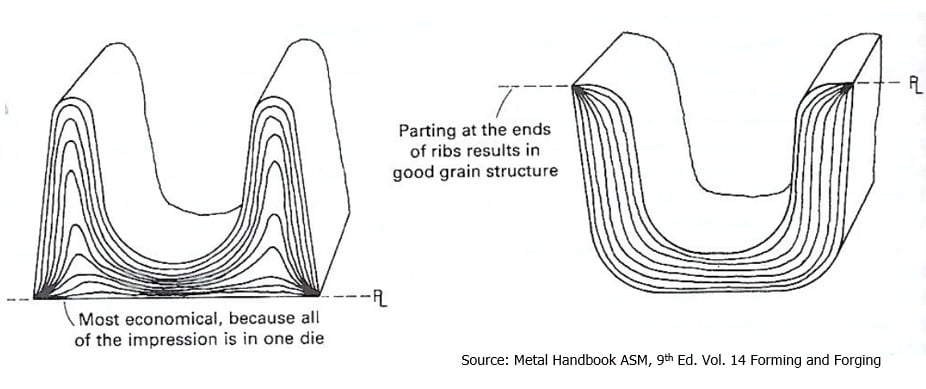
כל חלק שנייצר בתבניות סגורות יהיה בעל קו חלוקה (Parting Line) למעט חריגים מעטים
למקום קו החלוקה, חשיבות מרובה, לפחות בגלל זוויות החליצה שמשפיעות על הגיאומטריה של החלק
לפנינו דוגמא של חלק שמיוצר בחישול
מיקום קו החלוקה, ישנה את הגיאומטריה של החלק, אך גם יקבע את מהלך קווי הזרימה של החומר ומכאן גם את תכונות החוזק של החלק: